您好!歡迎訪問北京中航鼎力儀器設備有限公司網站!
全國服務咨詢熱線:
15120030588
15120030588
熔體流動速率測試儀使用手冊
本熔體流動速率儀是用來測定各種高聚物在粘流狀態(tài)時熔體流動速率,它既適用于熔融溫度較高的聚碳酸酯、聚芳砜、氟塑料等工程塑料,也適用于聚乙烯、聚苯乙烯、聚丙烯、ABS樹脂、聚甲醛樹脂等熔融溫度較低的材料測試,廣泛地應用于塑料生產、塑料制品、石油化工等行業(yè)以及有關院校、科研單位和商檢部門。
本熔體流動速率儀滿足GB/T 3682-2018 熱塑性塑料熔體質量流動速率和熔體體積流動速率的測定、ISO 1133:2011和 ASTM D 1238-2010標準中規(guī)定的熱塑性塑料熔體質量流動速率和熔體體積流動速率的測試方法,使用前請操作者詳細閱讀本使用說明書。
熔體流動速率是指熱塑性塑料在一定溫度和負荷下,熔體每10min通過標準口模的質量,用MFR來表示,以及每10min通過標準口模的體積,用MVR表示,其數(shù)值可以表征熱塑性塑料在熔融狀態(tài)時的粘流特性,參見《GB/T 3682-2018熱塑性塑料熔體質量流動速率和熔體體積流動速率的測定》第6、7部分。
公式表示:
MFR(θ、mnom)=tref×m/t=600×m/t(g/10min)
式中:
θ ——試驗溫度 mnom——標稱負荷Kg m ——料段的平均質量g tref——參比時間(10min):600秒 t ——切料時間間隔(單位:秒) |
溫度示值W差: ≤±0.2℃;
溫度波動度: ±0.01℃;
時鐘精度: 0.1s;
恢復時間短: ≤4min;
活塞位移示值W差: ±0.02mm;
擠壓出料部分:
口模內徑:Φ2.095mm
口模長度:8.000mm
料筒內徑:Φ9.550mm
活塞桿頭直徑:9.475mm
活塞桿頭長度:6.350mm
試驗砝碼(相對W差 ≤0.5%)
1級:0.325kg(活塞桿+砝碼托盤+隔熱套+1號砝碼體)
2級:1.200 kg,3級:2.160 kg,4級:3.800 kg,5級:5.000 kg,
6級:10.000 kg,7級:12.500 kg,8級:21.600 kg
環(huán)境溫度: 10℃~40℃的范圍內;
環(huán)境濕度: 30%—80%以內;
電源電壓: 220×(1-15%)VAC~220×(1+10%)VAC,50Hz,500W(單相三線制)
周圍無震動,無腐蝕性介質的環(huán)境中;在穩(wěn)固的基礎上正確地安裝并調至水平;工作時無強磁場干擾,周圍空氣無強對流。
儀器在搬運過程中要避免劇烈的振動和機械損傷,若由于包裝箱體破損,請及時與相關運輸部門聯(lián)系并通知我公司,請操作者不要自行處理。
按照裝箱單,對隨機附件逐一核對,附件若與裝箱單不符,請及時與我公司聯(lián)系。
該儀器應安放在牢固平穩(wěn)的工作臺上,工作臺高600mm為宜。在試驗之前首先進行下面的操作:
將水平儀插入料筒內,調整機身底部的地腳螺釘,直到水平儀上的水準泡移到水平儀的中心圓圈內,表明儀器已調整到水平。將水平儀取出存放。
注意:
如果儀器位置進行變更,則要重新進行水平調整。在調整水平時,爐體不允許通電加熱,不能在爐溫高于50℃時把水平儀插入料筒內,以免燒壞水平儀。
將爐體外手柄向內推到底,把口模放到料筒上口處,可用口模清理棒或加料頂桿輔助口模滑入料筒底部,落在料筒底部擋板上。注意不要用力過猛以免將料筒內壁劃傷。將爐體外手柄向外拉出,口模可從爐體底部經落料區(qū)滑出(如不能滑出則用加料頂桿從料筒上部微壓即可)。
輔助主機部分完成試驗的裝置,由料筒、活塞、口模、砝碼、刮刀、裝料漏斗、加料頂桿等。
2.3.1 料筒,料筒置于爐體內腔,材料為合金鋼,內壁硬度較高,并具有耐腐蝕性。內徑為(9.550±0.025)mm。
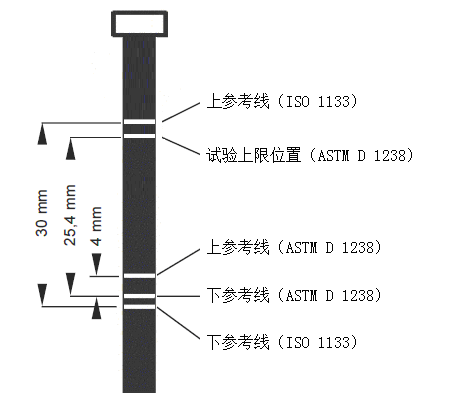
2.3.2 活塞,活塞材質為耐腐蝕合金鋼,硬度略低于料筒內壁硬度。活塞桿直徑為9mm,軸線彎曲不大于0.02%。活塞頭長度為(6.35±0.10)mm,其直徑比料筒內徑小(0.075±0.010)mm,表面粗糙度小于0.25μm。活塞頭下部邊緣倒角的半徑為0.4mm。活塞桿上標記有五條刻線,蕞外面兩條是ISO 1133規(guī)定的試驗區(qū)間,其余三條是ASTM D 1238測試方法規(guī)定的,根據采用的測試標準,在試驗時選擇不同的參考線。
2.3.3 口模,用碳化鎢制成,口模外徑與料筒內徑成間隙配合,口模內徑2.095mm,內壁粗糙度小于0.25μm,高度為8.000mm。
2.3.4 砝碼,負荷是砝碼、托盤和活塞重量之和。
2.3.5 漏斗及加料頂桿,漏斗及加料頂桿是加料裝置。把漏斗插入料筒內,試驗時把預先稱重處理好的試樣經漏斗填入料筒內,再迅速用加料頂桿壓實。
3.1.1試樣準備:在進行試驗之前,為使測量結果準確,要按產品標準準備好試樣(有的試樣需提前進行干燥處理)。試樣形狀:顆粒、粉料、小塊、薄片等形狀。
根據試樣的預計流動速率按下表稱取試樣。
試樣加入量與切樣時間間隔關系表
流動速率(g/10min) | 試樣加入量(g) | 切樣時間間隔(S) |
0.1~0.5 >0.5~1.0 >1.0~3.5 >3.5~10 >10~25 | 3~5 4~6 4~6 4~8 4~8 | 240 120 60 30 5~15 |
當測定MI大于25g/10min的材料時,為了獲得足夠的再現(xiàn)性,可能需要對小于0.1s的切斷時間間隔進行自動控制和測量或使用方法B。 | ||
注意:
l 易氧化降解的試樣,在裝料前,須用氮氣吹掃料筒。
l 如果本試驗中所測得的數(shù)值小于0.1g/10min或大于100g/10min,建議不測熔體流動速率。
l 當材料密度大于1.0g/cm3時,可能需增加試樣量。
3.1.2 準備備用品: A隔熱手套1副; B口模清理棒;C漏斗;D加料頂桿; E擦拭活塞、口模、料筒用的紗布和軟布;F將一條寬約50mm左右的紗布條從料筒清洗棒頭部起,螺旋形纏繞在料筒清洗棒上,纏繞后的料筒清洗棒直徑應能插入料筒內且松緊適宜。
3.2試驗操作
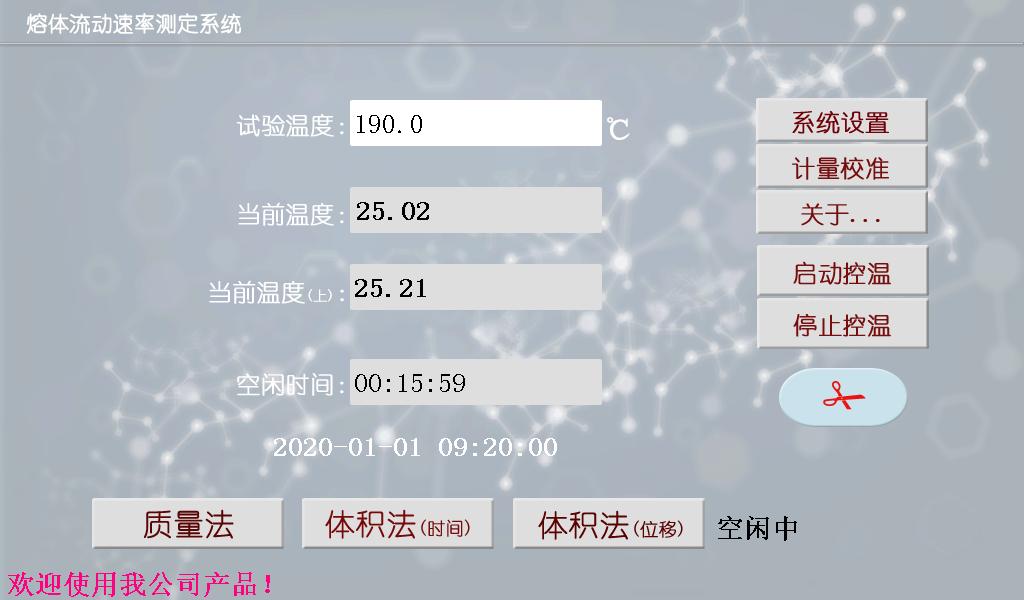
通電開機后屏顯如下圖所示:
按下“系統(tǒng)設置"按鍵,進入參數(shù)設置界面,如下圖所示:
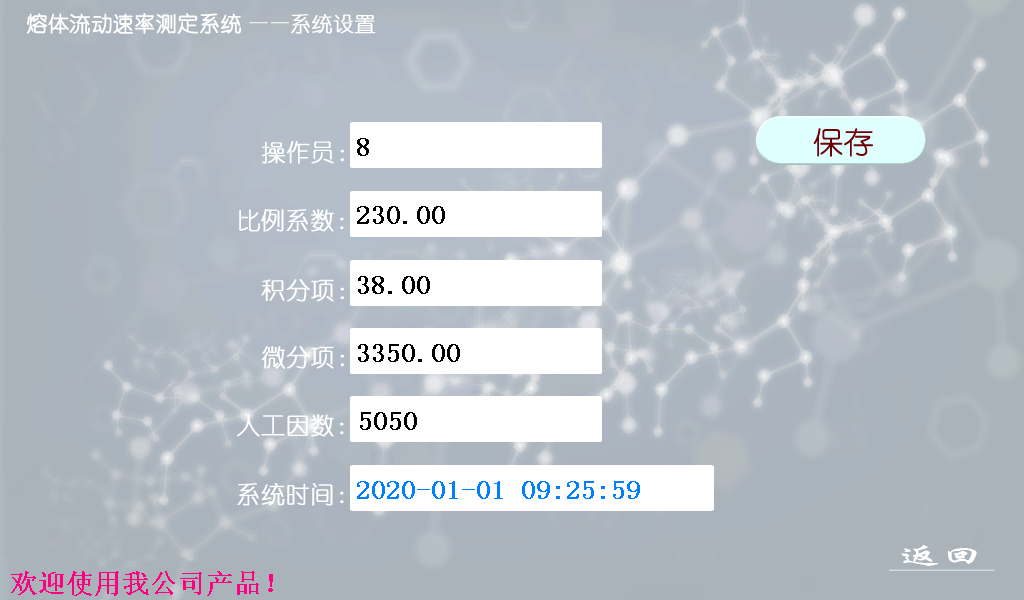
系統(tǒng)時間日期:
按下“系統(tǒng)時間"鍵輸入相應日期時間,比如2021年1月6日8點,則輸入“2101060800"按回車鍵即可。
注意:
本系統(tǒng)的PID參數(shù)是經過長期試驗測試調整的數(shù)據,您無需調整,若需改動請仔細調試。
3.2.1關于
本系統(tǒng)的版本信息和系列號可通過“關于…"按鈕進行查看。

3.2.2.1位移校準
按下“計量校準"按鈕,進入如下圖所示界面:
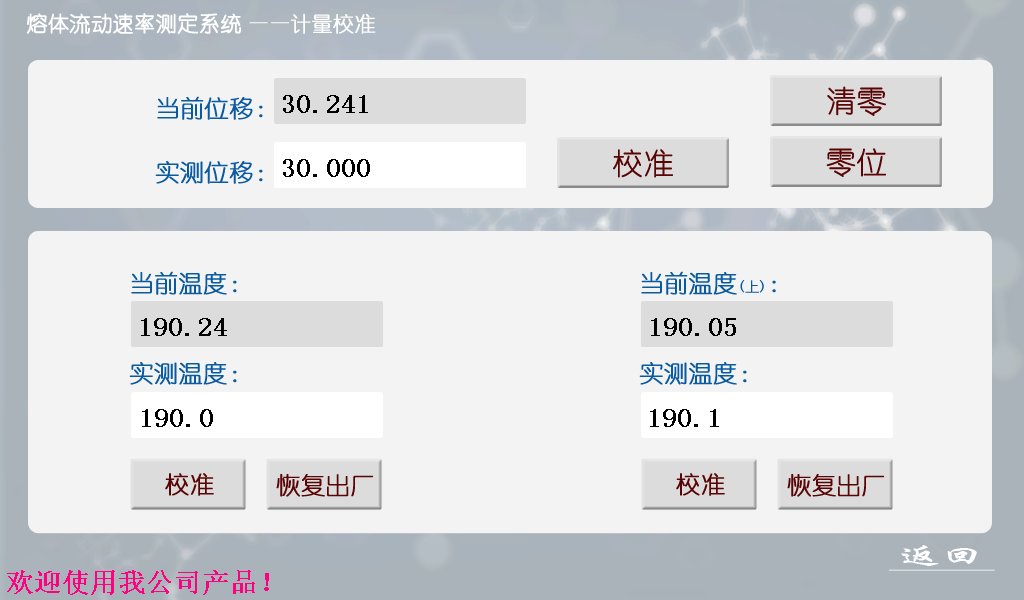
位移計量,本系統(tǒng)以第一條環(huán)線為零位,將活塞桿放入料桶內,正確安裝位移測量裝置,將活塞桿緩緩提出,當位移測量桿處于上限位位置時,點擊“清零"“零位"按鈕清零,活塞桿下降到第一條環(huán)線與料桶齊平時,點擊“零位"按鈕對位移傳感器進行零位標記,在體積法試驗中系統(tǒng)到達零位時進行試驗計時;使用位移測量裝置計量位移,若位移W差超過標準要求,點擊“校準"按鈕將準確的數(shù)據輸入系統(tǒng)即可。
3.2.2.2溫度校準
溫度計量,若校正300℃的溫度,則點擊“試驗溫度"編輯框,設定溫度為300℃,在點擊“開始控溫"按鈕,進行控溫,當系統(tǒng)恒溫15分鐘后,則點擊響應的“溫度校準 "按鈕,出現(xiàn)校準輸入值對話框,則可輸入當前溫度對應的實際溫度值,按“確認"按鈕。
注意:
本系統(tǒng)的溫度計量點為:50℃,100℃,150℃,200℃,250℃,300℃,350℃。
“恢復出廠"按鈕,點擊此按鈕后出現(xiàn)恢復溫度參數(shù)確認對話框,點擊“是"后溫度、位移恢復到出廠前狀態(tài)。
點擊“試驗溫度"編輯框輸入控制溫度,點擊“啟動控溫"按鈕,按照設定的試驗溫度進行恒溫控制,當系統(tǒng)恒溫30分鐘后,就可以開始進行樣品測試。
準備好試驗配件如:漏斗、加料頂桿、清料桿、口模清洗棒、紗布、隔熱帆布手套。
3.2.3.1質量法試驗
點擊“質量法"按鈕切換至質量法界面,如下圖所示:

設定測量試驗參數(shù)如:測量次數(shù)、時間間隔和試驗負荷等;把試樣加入料筒后用壓料頂桿壓實,把活塞桿重新放入料筒中。
點擊“![]() "按鈕,進行試驗控制,系統(tǒng)根據配置信息,控制切料電機進行切料。
"按鈕,進行試驗控制,系統(tǒng)根據配置信息,控制切料電機進行切料。
樣條冷卻后,置于天平上,分別稱重,輸入到系統(tǒng)中,或計算質量平均值,輸入到系統(tǒng)中,輸入切斷質量,系統(tǒng)自動計算測試結果,界面顯示本次試驗的平均質量流動速率,然后點擊“![]() "按鈕打印試驗報告。
"按鈕打印試驗報告。
注意:
若試樣流動速率高于10g/10min,預熱時試樣會有較大損失,在這種情況下預熱期間可以不加砝碼或加較小的砝碼,在4min預熱結束后換成所需的砝碼。
3.2.3.2體積法(位移)
按“體積法(位移)"鍵切換至體積法界面,如下圖所示:
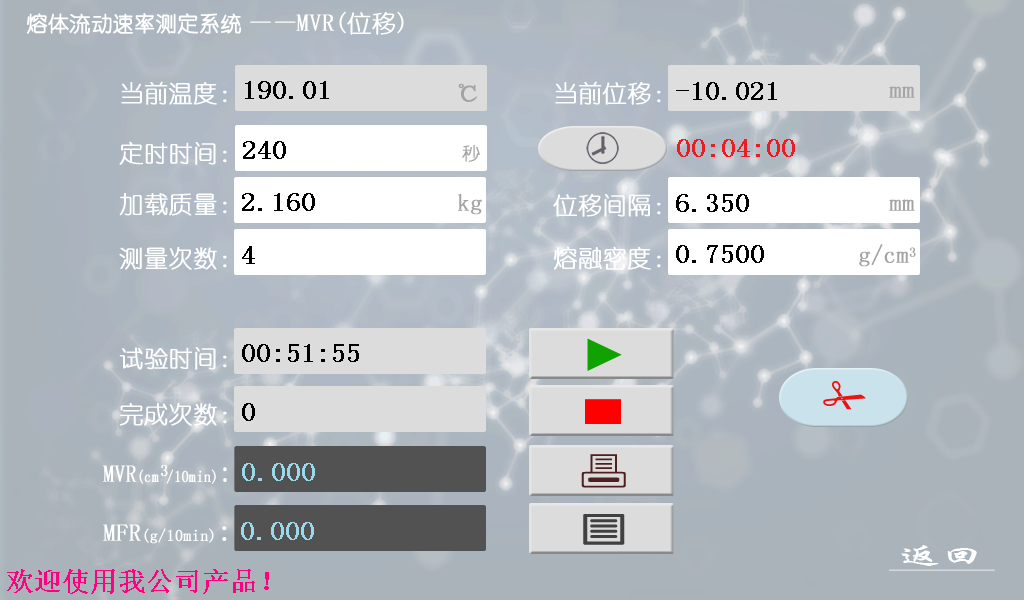
設定測量試驗參數(shù)如:測量次數(shù)、位移間隔和試驗負荷等;設定計時器用于加料后的溫度恢復;
把試樣加入料筒后用壓料頂桿壓實,把活塞桿重新放入料筒中。
點擊“![]() "按鈕,進行試驗控制,系統(tǒng)根據配置信息,控制進行試驗,試驗完成后輸入熔融密度,系統(tǒng)自動計算MFR測試結果,界面顯示本次試驗的平均流動速率, 然后點擊“
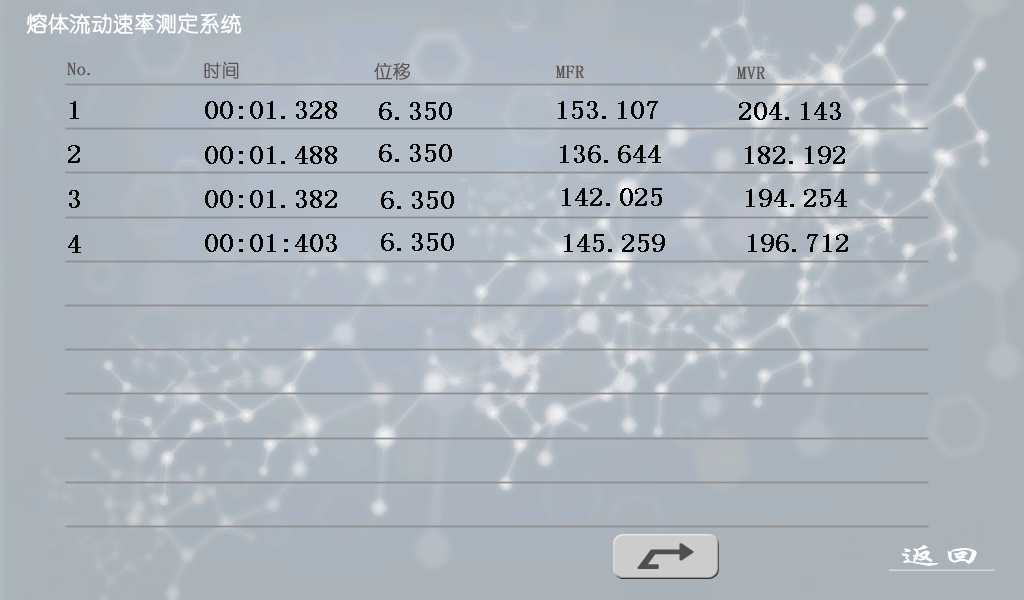
"按鈕,進行試驗控制,系統(tǒng)根據配置信息,控制進行試驗,試驗完成后輸入熔融密度,系統(tǒng)自動計算MFR測試結果,界面顯示本次試驗的平均流動速率, 然后點擊“![]() "查詢每段的測試數(shù)據。
"查詢每段的測試數(shù)據。
然后點擊“![]() "按鈕打印試驗報告。
"按鈕打印試驗報告。
3.2.3.3體積法(時間)
點擊“體積法(時間)"按鈕切換至體積法界面,設定測量試驗參數(shù)如:測量次數(shù)、時間間隔和試驗負荷等;設定計時器用于加料后的溫度恢復;
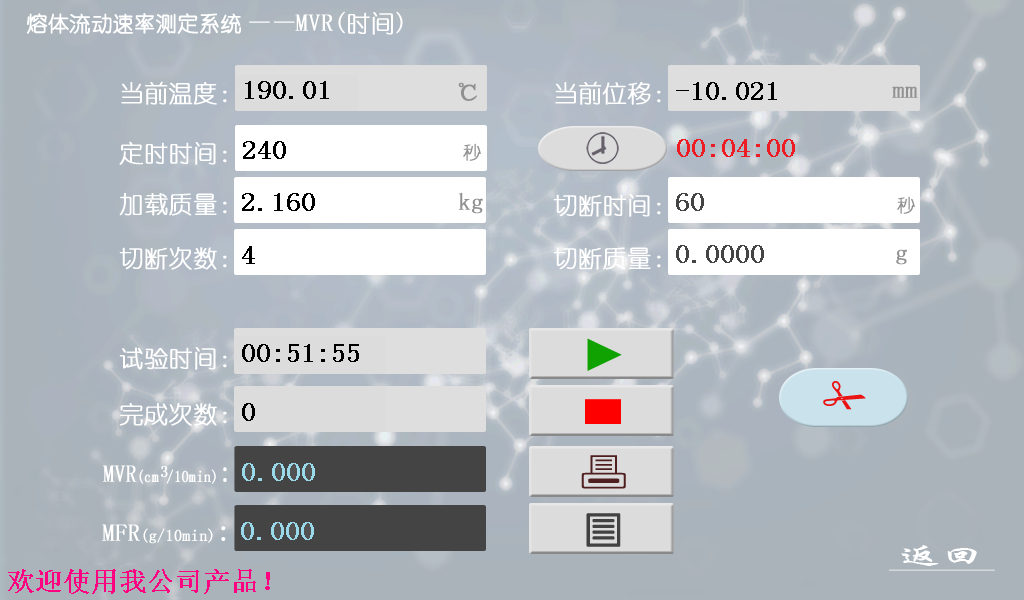
把試樣加入料筒后用壓料頂桿壓實,把活塞桿重新放入料筒中。
點擊“![]() "按鈕,進行試驗控制,系統(tǒng)根據配置信息,控制進行試驗。
"按鈕,進行試驗控制,系統(tǒng)根據配置信息,控制進行試驗。
樣條冷卻后,置于天平上,分別稱重,輸入到系統(tǒng)中,或計算質量平均值,輸入到系統(tǒng)中,輸入切斷質量,系統(tǒng)自動計算MFR測試結果,界面顯示本次試驗的平均流動速率,然后點擊“![]() "查詢每段的測試數(shù)據,然后點擊“
"查詢每段的測試數(shù)據,然后點擊“![]() "打印試驗報告。
"打印試驗報告。
試驗完成后,應及時對儀器進行清洗,否則會影響本儀器的性能。
活塞清洗:
由于熔融料的粘附,活塞在直接提起的時候,阻力可能很大,此時可一邊轉動基礎砝碼,一邊漸漸向上提起。
口模清洗:
把擋板拉軸向左拉出,用加料頂桿把口模從爐體下方頂出,同時,帶著隔熱手套在爐體下方接住口模。迅速用口模清理棒將口模孔內殘余熱料頂出,然后用紗布或軟布把口模外表面擦拭干凈。
料筒清洗:
用纏繞帶紗布的清洗桿插入料筒內迅速上下擦拭,到干凈為止。
注意:清洗和試驗操作中應帶隔熱手套,以免燙傷。以上操作都要趁熱進行,對一些難清洗的試樣可適當加些潤滑物(如硅油、石蠟或其他化學試劑)輔助清洗。禁止使用可能損壞活塞、料筒或口模表面的磨料或材料。
本儀器及其附件必須置于干燥的環(huán)境內。
在試驗完畢附件必須加抹防銹脂,在試驗前除掉防銹脂。
在試驗完成之后,必須關掉電源,以免發(fā)生意外情況。
單相電源插座必須有接地線孔,并可靠接地。
異常現(xiàn)象發(fā)生,如不能控溫,不能顯示等,應關機,進行檢修
清洗活塞桿時,不能用硬物刮削。
測定熔體流動速率的試驗條件
所用試驗條件應由相應材料命名或規(guī)格標準規(guī)定,表A1列出了已證明是適用的試驗條件。
條件(字母代號) | 試驗溫度θ,℃ | 標稱負荷(組合)mnom,kg |
A | 250 | 2.16 |
B | 150 | 2.16 |
D | 190 | 2.16 |
E | 190 | 0.325 |
F | 190 | 10.00 |
G | 190 | 21.6 |
H | 200 | 5.00 |
M | 230 | 2.16 |
N | 230 | 3.80 |
S | 280 | 2.16 |
T | 190 | 5.00 |
U | 220 | 10.00 |
W | 300 | 1.20 |
Z | 125 | 0.325 |
注:如果將來需要使用本表中未列出的試驗條件,例如,對新的熱塑性材料, 則只可選擇本表中已使用的負荷和溫度 | ||
熱塑性材料的試驗條件
材料 | 條件(字母代號) | 試驗溫度θ,℃ | 標稱負荷(組合)mnom,kg |
PS | H | 200 | 5.00tuy743 |
PE | D | 190 | 2.16 |
PE | E | 190 | 0.325 |
PE | G | 190 | 21.60 |
PE | T | 190 | 5.00 |
PP | M | 230 | 2.16 |
PP |
| 230 | 5.00 |
ABS | U | 220 | 10.00 |
ABS |
| 240 | 10.00 |
ABS |
| 265 | 10.00 |
PS—1 | H | 200 | 5.00 |
E/VAC | B | 150 | 2.16 |
E/VAC | D | 190 | 2.16 |
E/VAC | Z | 125 | 0.325 |
SAN | U | 220 | 10.00 |
ASA、ACS、AEDPS | U | 220 | 10.00 |
ASA、AEDPS |
| 240 | 10.00 |
ASA、AEDPS |
| 265 | 10.00 |
PC | W | 300 | 1.20 |
PMMA | N | 230 | 3.80 |
PB | D | 190 | 2.16 |
PB | F | 190 | 10.00 |
PB | T | 190 | 5.00 |
POM | D | 190 | 2.16 |
PP | T | 190 | 5.00 |
MABS | U | 220 | 10.00 |
 掃一掃,關注微信
掃一掃,關注微信
電話
微信掃一掃